Kaiyun·官方网站 - 登录入口的链接")


合作客户
公司一直本着“诚信为本,专业精造,追求卓越,服务社会” 的经营宗旨,服务广大客户,嬴得了新老客户的赞誉。


幼童用品")





P
产品直通车roducts
咨询热线微信/电话:
13717161070









瑞信塑胶6大产品优势

品质保证,交货及时,专业服务,价格合理

-
承诺保障
适合配送服务,如遇货损,可找厂家快速理赔。
-
自主研发
有专业异型挤出模具开发部,有18年异型挤出开发经验。

-
可靠品质
完善的质量检测流程,严格遵循ISO质量管理体系,产品获得SGS检测确认的B1级防火认证。

-
交货及时
厂家送货保证安全(专业第三方物流服务,3天送达全国,时间有保障),货品安全及时到达。
-
定制产品服务
根据您的需求批量定制产品,规格大小、颜色等,严格根据客户需求定制生产。

-
无忧服务
专业售后服务团队一对一服务,12小时快速响应;先款后货,诚信合作。
塑料异型材定制流程
塑料异型材专业生产厂家!
-
- 18%
-
- 产品定制及
塑料模型定制
-
- 36%
-
- 产品单价及
模具定做报价
-
- 56%
-

- 开模打样
-
- 78%
-

- 样品确认
-
- 90%
-

- 批量生产
-
- 100%
-

- 包装及物流服务
18年专注研发生产塑料异型材
18 years focused on R & D and production of plastic profile
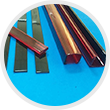
瑞信塑胶制品厂专业生产各类塑胶异型材产品;
是一家集开发、设计、生产于一体的专业工程塑胶异型挤出公司;
专业为客户研发(量身定做)各类塑料异型挤出制品。
瑞信自有工厂,去掉中间商环节确保低价
Ruixin factory, remove the middlemen link to ensure low prices
公司拥有专业标准工厂,厂家直销,为您省掉中间商利润差价,价 格更实惠!
有专业异型挤出模具开发部,有18年异型挤出开发经验。
4道工序严格检验,确保塑料异型高品质!
4 process strict inspection to ensure that high-quality plastic shaped!
原料必检、包装必检、制程必检、出货必检,4道检验确保品质稳定;
完善的质量检测流程,严格遵循ISO质量管理体系;
原材料通过SGS、ROHS、REACH等环保认证!
完善的塑料异型材售后服务
Perfect plastic profile after-sales service
建立高度专业化售后服务保障体系,全面提升客户服务标准!
安全检测,常规保养,您只需享受瑞信带来的便利;
售后客服团队12小时在线服务,急客户之所急!
也找了瑞信")


幼童用品找到瑞信塑胶!")
公司简介
/ about

ABOUT US
关于瑞信塑胶
东莞市石排瑞信塑胶制品厂
瑞信公司:是专业生产各类塑胶挤出制品的生产厂家,集开发、设计、生产、销售、于一体的专业工程塑料异型材挤出公司,拥有专业先进的生产设备和精湛的生产工艺。公司成立于2006年6月25日,在2011年12月通过了ISO9001:2008(···










公司动态
行业资讯

12月24日是公司一年一度的表演节日的日子;回首无数个夜晚同事们排练辛苦的时候;所谓的“台上一分钟,台下10年功”是那么体贴的形容着同事们的辛苦付出;付出就有收获,感谢各位同事的付出!

常见问题解答
FAQ
-
挤塑异型材的技术发展
挤塑异型材主要是靠挤塑成型技术来制造的,说起此类技术小编就来具体为大家讲述下吧!···
-
塑料加工故障常用术语介绍
塑料加工故障常用术语介绍 1、欠注 在塑料加工中,由于型腔填充不满,导致塑件外···


